

降低钢包内衬消耗,应采取那些措施
我们制定许多措施降低钢包砖消耗。在有钢的包中,在渣的表面上直接加入硅酸铝粉末或砂型二氧化硅,铬铁矿石,石灰,白云石等,可以从本质上降低内衬损毁。可是添加物的成分和数量应该是计算的,而且要预先分析最终结局。为了使渣首先与添加物材料起反应,而不与内衬材料反应,必须使内衬耐火材料和渣的化学电位差比添加物与渣的要小些。
使用整体二氧化硅(石英的)内衬,在工业上运用两种方法:用半干粉料,由投射装置帮助捣打内衬和采用流动的泥料,用浇注方法。

石英包衬顺利工作,必须是快速加热到石英熔化温度。由灌满的 1620~1700℃钢水对预热到600~700℃的内衬,由于传热发生这种加热,快速加热,B-石英转为a型,并马上转为石英玻璃(焦石英)。在1720℃时,石英玻璃的黏度为,这样的性状态,接近相应材料耐火度黏度(耐火度是用标准测温锥测定)。气孔几乎完全被石英玻璃熔体填满。于是在内衬表面上形成石英玻璃整体层。通常出现损毁的不均衡性。在表 11-3 中列举了实际损毁速度的例子。
|
表11-3钢包石英内衬的损毁(mm/次) |
|||
|
泥料组成 |
渣层中 |
中部 |
底 |
|
硅石和黏土基泥料 |
8~12 |
1~3 |
6~8 |
|
半油脂石英砂基泥料 |
10~20 |
6~10 |
10~16 |
|
石英砂基泥料 |
8~10 |
1~3 |
6~8 |
使用寿命取决于最大的损毁,捣打或浇注层厚度为200mm时,约为200/10-20次。损毁剧烈的区域涂抹更稳定的泥料,如加铬铁矿,锆英石等泥料,可以减小损毁的不均衡性。
据资料报道:某钢铁公司180t钢包寿命,用公式描述内衬使用条件对它的寿命影响。

式中,y为整体内衬的平均寿命,次;x为从转炉倒出后到开始浇注,金属在钢包的保温时间,min;xz为金属和渣在钢包中停留的总时间,min;x为渣碱度;x为从转炉倒出来时的金属温度,℃;xs为渣中低氧化铁含量,%;x6为整体内衬上部的厚度,mm。
用浇注法的石英内衬寿命以及它的经济性,像捣打法一样,有些大于用黏土砖砌筑内衬的使用时间。通过广泛应用的实践得出:采用中间修理,使整体钢包内衬寿命能达到30~40次。
钢包内衬喷补是提高使用寿命的最有效方法。表 11-4为钢包整体内衬的喷补与不喷补的炉衬对比。
|
表11-4钢包整体内衬喷补与不喷补的炉衬对比 |
||||
|
指 标 |
钢包容量/t |
|||
|
80 |
130 |
200 |
300 |
|
|
一次炉役平均喷补数 |
6 |
1.3 |
8.2 |
1.5 |
|
不喷补的平均寿命/次 |
16 |
14.8 |
10 |
11 |
|
喷补的平均寿命/次 |
45.6 |
25 |
32 |
16.9 |
|
喷补的最高寿命/次 |
56 |
90 |
50 |
2.8 |
|
吨钢喷补料消耗/kg |
0.92 |
0.90 |
– |
1.1 |
冶炼优质钢时,采用整体包衬也不会造成非金属夹杂物污染增加。
提高整体包衬寿命的进一步措施是利用碱性泥料。它对碱性渣比石英泥料稳定性高。然而也有问题,较大的热导率引起结瘤,而高的热膨胀使内衬与永久层分层。解决这些困难,在某种程度上要采用相应的内衬结构。320t钢包内衬捣打碱性材料示意图如图11-9 所示。
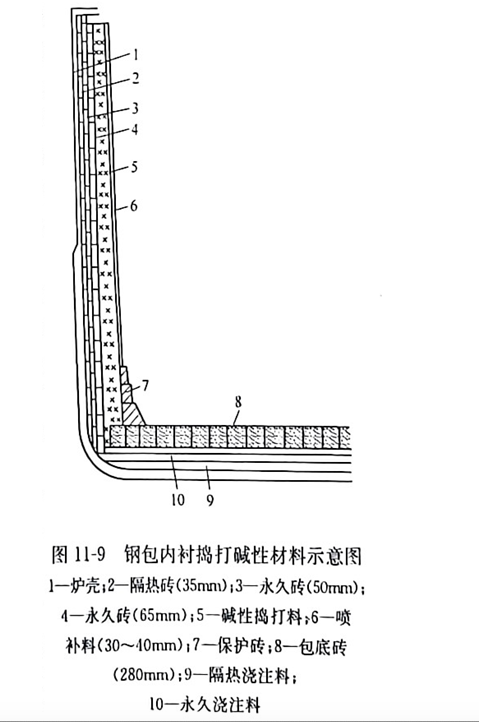
墙的双层永久砌体和炉壳之间砌筑隔热层。介绍碱性内衬结构,其中捣打层表面的成分:MgO78%,Al2O3%和 SiO22%,用冷喷补法周期性给予缓冲隔热层。制造碱性整体内衬的发展方向是利用硅酸镁材料,例如烧的纯橄榄岩,使它与纤维或其他的隔热材料相结合。试验焦油结合的碱性耐火材料以及镁钙质耐火材料。
我国钢包内衬过去也是长期使用黏土砖,近20年来比较重视钢包内衬材料的开发,我国钢包内衬发生了多次变革,首先为了提高抗侵蚀性,由黏土砖改为用高铝砖,特别是大型钢包寿命明显提高。有些钢厂试用蜡石砖,投射捣打石英整体内衬,由于这些材料有微膨胀,在使用温度下整体性好,不挂渣,但抗侵蚀性差,寿命不高。可是从此得到启发,认为钢包内衬必须是在使用温度下整体性好,最好用高温下有微膨胀的材料,为了缓解高温钢水的热冲击,在高温下材料内应有一定量的液相,因此采用不烧铝镁砖,铝镁捣打料。为了提高抗侵蚀性又开发了铝镁炭砖。
现在中小型钢包广泛采用以天然高铝熟料为基,添加镁铝尖晶石,镁砂粉,硅微粉结合的浇注料,使用寿命普遍在100~200次以上。像宝钢等厂的大型钢包(300t)采用以刚玉为基,加入镁铝尖晶石等的浇注料,使用寿命达 250次以上。
What measures should be taken to reduce ladle lining consumption
We have developed many measures to reduce the consumption of ladle bricks. In the ladle with steel, adding aluminum silicate powder or sand silica, chromite ore, lime, dolomite, etc. directly on the surface of the slag can essentially reduce the lining damage. However, the composition and quantity of the additive should be calculated, and the final outcome should be analyzed in advance. In order for the slag to react with the additive material first, and not with the lining material, the chemical potential difference between the lining refractory and the slag must be smaller than that between the additive and the slag.
Using monolithic silica (quartz) lining, two methods are used industrially: using semi-dry powder, with the help of a casting device to pound the lining, and using a flowing mud, with the pouring method.

Quartz lining works smoothly and must be quickly heated to quartz melting temperature. From the filled steel of 1620~1700℃ to preheat to 600~700℃ lining, this heating occurs due to heat transfer, rapid heating, B-quartz into a type, and immediately into quartz glass (coke quartz). At 1720 ° C, the viscosity of quartz glass is, such a state, close to the corresponding material refractoriness viscosity (refractoriness is determined with a standard temperature cone). The pores are almost completely filled with quartz glass melt. An integral layer of quartz glass is formed on the inner lining surface. There is usually an uneven pattern of damage. Examples of actual damage rates are given in Table 11-3.
|
Table 11-3 Damage to the quartz lining of ladle (mm/ time) |
|||
|
Mud composition |
In slag bed |
Middle part |
Bottom |
|
Silica and clay based mud |
8~12 |
1~3 |
6~8 |
|
Semi-oily quartz sand base mud |
10~20 |
6~10 |
10~16 |
|
Quartz sand base mud |
8~10 |
1~3 |
6~8 |
The service life depends on the maximum damage, about 200/10-20 times when ramming or pouring layer thickness is 200mm. The area of severe damage is applied with more stable mud, such as chromite, zircon and other mud, which can reduce the imbalance of damage.
According to data reports: a steel company 180t ladle life, with a formula to describe the lining conditions on its life.

Where, y is the average life of the whole lining, second; x is the holding time of metal in ladle from pouring out of converter to pouring, min; xz is the total time of metal and slag staying in the ladle, min; x is the basicity of slag; x is the metal temperature when pouring out of the converter, ℃; xs is low iron oxide content in slag, %; x6 is the thickness of the upper part of the integral lining, mm.
The life of the quartz lining with the casting method and its economy, like the ramming method, are somewhat longer than the use of the clay brick lining. Through the practice of wide application, it is concluded that the life of the whole ladle lining can reach 30~40 times by using intermediate repair.
The spray repair of ladle lining is the most effective way to improve the service life. Table 11-4 shows the comparison between the spray-patched and non-spray-patched lining of the whole ladle lining.
|
Table 11-4 Comparison of the furnace lining of the whole ladle liner sprayed and not sprayed |
||||
|
Index |
Ladle capacity/t |
|||
|
80 |
130 |
200 |
300 |
|
|
Average number of injection in a furnace service |
6 |
1.3 |
8.2 |
1.5 |
|
Average life without injection/time |
16 |
14.8 |
10 |
11 |
|
Average life per injection |
45.6 |
25 |
32 |
16.9 |
|
Maximum life per injection |
56 |
90 |
50 |
2.8 |
|
Tons of steel jet feed consumption /kg |
0.92 |
0.90 |
– |
1.1 |
When smelting high-quality steel, the use of integral lining will not cause non-metallic inclusions pollution increase.
A further measure to improve the overall lining life is the use of alkaline mud. It is more stable to alkaline slag than quartz mud. However, there are problems, the large thermal conductivity causes nodulation, and the high thermal expansion causes the lining to be layered with the permanent layer. To solve these difficulties, the corresponding lining structure should be adopted to some extent. Figure 11-9 shows the diagram of ramming alkaline material in 320t ladle lining.
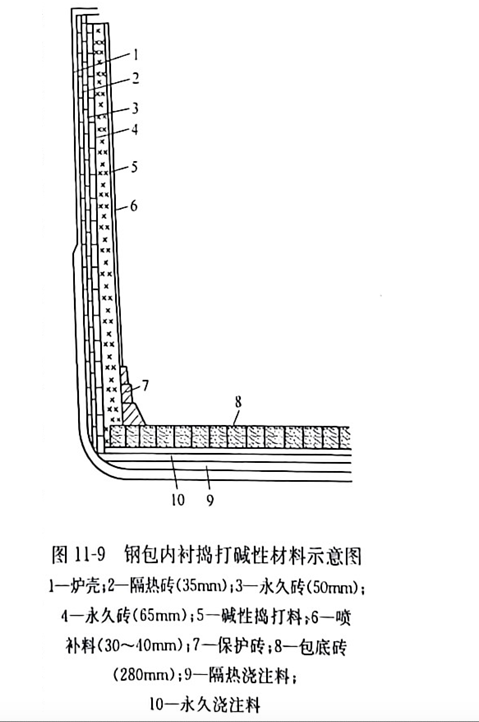
The double permanent masonry of the wall and the masonry insulation between the furnace shell. The basic lining structure is introduced, in which the surface composition of the ramming layer is: MGO 78%, Al2O3% and SiO22%, and the buffer insulation layer is periodically given by cold spraying method. The development direction of making alkaline integral lining is to use magnesium silicate materials, such as burned pure peridotite, to combine it with fiber or other thermal insulation materials. Test tar bonded alkaline refractories and magnesia calcic refractories.
China’s ladle lining in the past is also a long-term use of clay bricks, nearly 20 years more attention to the development of ladle lining materials, China’s ladle lining has undergone many changes, first in order to improve the erosion resistance, from clay bricks to high-aluminum bricks, especially the life of large ladle significantly improved. Some steel mills try wax stone bricks, projective ramming quartz overall lining, because these materials have micro expansion, good integrity at the use temperature, no slag, but poor erosion resistance, life is not high. However, it is inspired from this that the ladle lining must be good at the use of temperature integrity, it is best to use a slightly expanded material at high temperature, in order to alleviate the thermal impact of high temperature molten steel, there should be a certain amount of liquid phase in the material at high temperature, so the use of non-burned aluminum magnesia brick, aluminum magnesia ramming material. In order to improve the corrosion resistance, aluminum-magnesium carbon brick has been developed.
Now small and medium-sized ladle is widely used in natural high aluminum clinker as the base, adding magnesium aluminum spinel, magnesia powder, silicon powder combined castable, the service life is generally more than 100 to 200 times. For example, the large ladle (300t) of Baosteel and other factories uses corundum as the base, adding magnesium and aluminum spinel and other castables, and the service life is more than 250 times.
